HƯỚNG DẪN BẢO TRÌ BẢO DƯỠNG XE TRẢI NHỰA VOGELE
Ở bài chia sẻ lần này, chúng tôi giới thiệu tới bạn đọc cách bảo trì và bảo dưỡng xe trải nhựa Vogele theo một quy trình chuẩn quốc tế. Bao gồm các công việc như: lên kế hoạch kiểm tra và lập check list các vấn đề, tiến hành bảo dưỡng phần xe trải và bàn đầm. Ngoài ra bạn còn nắm được các tiêu chuẩn sử dụng dầu nhớt. Mời các bạn tham khảo chi tiết bài viết dưới đây!

TÓM TẮT NỘI DUNG
| 1 | Check list bảo dưỡng hàng ngày và hàng tuần | 2 | Hướng dẫn kiểm tra các bộ phận của xe trải nhựa |
| 3 | Hướng dẫn kiểm tra bảo dưỡng bàn đầm |
1. CHECK LIST BẢO DƯỠNG HÀNG NGÀY VÀ HÀNG TUẦN
Công việc bảo dưỡng xe trải nhựa cần được thực hiện thường xuyên định kỳ hàng ngày và hàng tuần. Hoặc theo thời gian quy định tiêu chuẩn của hãng là sau 8h, 50h, 500h, 1000h, 2000h,...Dưới đây là danh sách các bộ phận người vận hành máy trải nên kiểm tra theo ngày và theo tuần:
Bảo dưỡng hàng ngày
Các khuyến cáo kiểm tra trước lúc bắt đầu trải:
- Kiểm tra trực quan khoang điều khiển, kính, mái che, thang leo.
- Kiểm tra các chức năng an toàn: còi, công tắc khẩn cấp.
- Mực nhớt hộp số lai bơm.
- Mực nhớt thủy lực.
- Mực nhớt động cơ.
- Mực nước làm mát động cơ.
- Mực nhiên liệu.
- Hệ thống bôi trơn trung tâm.
- Lọc gió.
- Cánh quạt làm mát.
- Cực ắc qui.
- Rò rỉ hệ thống thủy lực.
- Thanh gạt liệu và các con lăn đẩy.
Bảo dưỡng hàng tuần
Một số điểm cần kiểm tra mỗi 50h vận hành (hàng tuần):
- Độ căng xích dẫn động guồng xoắn.
- Độ căng xích dẫn động băng tải.
- Độ căng xích dẫn động di chuyển.
- Độ rơ của các bu lông.
- Đường ống thủy lực.
Tất cả các hạng mục kiểm tra và thời gian cần kiểm tra có thể tra cứu được thông qua biểu đồ bảo dưỡng thiết bị dưới đây. Các khuyến cáo bôi trơn được mô tả trong biểu đồ để thông báo cho thợ vận hành thiết bị biết và thực hiện
| Bộ phận | Công việc bảo trì bảo dưỡng | Mỗi 8h | Mỗi 50h | Mỗi 500h | Mỗi 1000h |
| Giao diện bảng điều khiển | Làm sạch, khi cần thiết | ||||
| Bạc lót chốt xoay | Bôi trơn | Có | |||
| Ghế lái | Kiểm tra các hư hỏng của tấm kính | Có | |||
| Bậc thang | Làm sạch | Có | |||
| Nước rửa kính (Nếu có) | Kiểm tra / Đổ đầy | Có | |||
| Phễu chứa vật liệu | Làm sạch | Có | |||
| Băng tải | Làm sạch | Có | |||
| Trục xoắn phân phối | Làm sạch | Có | |||
| Con lăn đẩy | Làm sạch | Có | |||
| Thanh phun (Nếu có) | Làm sạch | Có | |||
| Tất cả dải xích / Độ căng của xích | Kiểm tra | Có | |||
| Mui cabin | Kiểm tra | Có | Có | ||
| Hệ thống thông hơi | Làm sạch | ||||
| Động cơ | Kiểm tra độ ổn bất thường của động cơ | Có | |||
| Kiểm tra rò rỉ | Có | ||||
| Kiểm tra sự kết nối của các ống mềm / các gá kẹp | Có | ||||
| Dây curoa động cơ | Kiểm tra, căng | Có | Có | ||
| Mức nhớt động cơ | Kiểm tra / Đổ đầy | Có | |||
| Nhớt động cơ | Thay | Có | Có | ||
| Lọc nhớt động cơ | Thay | Có | Có | ||
| Nắp quy láp xy lanh | Bảo trì, mỗi 5000 giờ | ||||
| Giá gắn máy | Kiểm tra | Có | |||
| Thùng nhiên liệu | Kiểm tra | Có | Có | ||
| Lọc nhiên liệu | Thay thế | Có | Có | ||
| Bộ lọc thô nhiên liệu | Xả | Có | |||
| Thay | Có | Có | |||
| Lọc chính, lọc khí | Làm sạch | Có | |||
| Thay | Có | ||||
| Lọc khí | Thay thế | Có | |||
| Bộ chuyển đổi xúc tác oxi hóa (Nếu có) | Bảo trì, mỗi 5000 giờ | ||||
| Hệ thống làm mát | Kiểm tra trực quan | Có | |||
| Nước làm mát giảm xuống -35 độ C | Kiểm tra / Nạp đầy | Có | |||
| Bộ làm mát trong | Làm sạch, mỗi năm một lần | ||||
| Lọc thủy lực đường hồi về | Thay | Có | Có | ||
| Lọc dầu tràn, thủy lực | Thay | Có | Có | ||
| Lọc, thùng dầu thủy lực | Làm sạch | Có | |||
| Dầu thủy lực | Thay thế | Có | |||
| Kiểm tra | Có | ||||
| Nhớt hộp số phân phối | Thay | Có | Có | ||
| Lọc dầu bơm nhồi | Thay thế | Có | Có | ||
| Lọc cục bộ (Nếu có) | Thay | Có | |||
| Mực axit cho ắc quy | Kiểm tra / Top up | Có | |||
| Cu roa máy phát | Kiểm tra, căng | Có | Có | Có | |
| Thay sau 2000h | |||||
| Lọc thông hơi cac-te | Kiểm tra | Có | |||
| Thay thế, mỗi 3000h | |||||
| Dải xích | Kiểm tra / Độ căng | Có | Có | Có | |
| Nhớ hộp số dẫn động trái / phải | Thay | Có | |||
| Tấm xiên chắn vật liệu | Điều chỉnh khi cần | ||||
| Xích băng tải | Kiểm tra / Độ căng / Dầu nhớt | Có | Có | ||
| Các xích dẫn động băng tải | Kiểm tra / Độ căng / Dầu nhớt | Có | Có | Có | |
| Nhớt hộp số băng tải trái / phải | Thay | Có | |||
| Kiểm tra | Có | ||||
| Các xích dẫn động trục xoắn tải liệu | Kiểm tra / Độ căng | Có | Có | Có | |
| Nhớt hộp số trục xoắn | Thay | Có | |||
| Lọc thùng xả phụ gia | Làm sạch | Có | |||
| Lõi lọc bộ làm sạch | Thay thế | Có | |||
| Giao diện modun vận hành phun lưu chất nhũ tương (Nếu có) | Làm sạch khi cần thiết | Có | Có | ||
| Đường ống dẫn khí, bitum, các ống mềm thủy lực và các đầu nối của cấu kiện phun nhũ tương (Nếu có) | Kiểm tra rò rỉ, hàng tuần | ||||
| Thùng chứa dung môi nhũ tương cho cấu kiện phun (Nếu có) | Nạp đầy | Có | |||
| Bơm nhũ tương (Nếu có) | Thay thế, khi cần | ||||
| Bảo vệ chống ăn mòn suốt thời gian ngưng dài | |||||
| Kiểm tra tấm che chắn của miếng đệm (làm chặt hay thay khi cần) | |||||
| Màn lọc thùng nhũ tương (Nếu có) | Làm sạch, dùng Pmb | Có | |||
| Làm sạch, hàng tuần | |||||
| Thay thế (xem catalog phụ tùng) | |||||
| Thanh phun (Nếu có) | Thực hiện kiểm tra vòi phun | Có | |||
| Làm sạch hàng tuần | |||||
| Các vòi phun (Nếu có) | Làm sạch | Có | |||
| Đế thanh phun (Nếu có) | Kiểm tra trực quan | Có | |||
| Ắc quy dự phòng của giao diện vận hành | Kiểm tra, nếu cần thiết | ||||
| Máy nén | Đo đạc độ ồn bất thường | Có | |||
| Kiểm tra rò rỉ, hàng tuần | |||||
| Nhớ máy nén | Kiểm tra hàng tuần | ||||
| Thay | Có | ||||
| Lọc khí máy nén | Làm sạch hàng tuần | ||||
| Thay | Có | ||||
| Lọc nhớt máy nén | Thay | Có | |||
| Xi phông ngưng tụ nước của máy nén | Kiểm tra mực nước ngưng tụ, hàng tuần | ||||
| Thay | Có | ||||
| Ống lọc tách nhớ máy nén / Các van kiểm tra dầu nhớt | Thay | Có | |||
| Modun phun của thùng khí nén (Nếu có) | Xả nước, hàng tuần | ||||
| Hệ thông làm mát máy nén | Làm sạch, hàng tuần | ||||
| Việc siết chặt các giá đỡ thùng | Kiểm tra | Có | |||
| Đánh lửa | Kiểm tra | Có | |||
| Hệ thống bôi trơn trung tâm | Nạp đầy, kiểm tra trực quan | Có | |||
| Xy lanh thủy lực | Bôi trơn | Có | Có | ||
| Các nối ắc quy | Kiểm tra | Có |
Biểu đồ kiểm tra định kỳ xe trải nhựa Vogele
2. HƯỚNG DẪN KIỂM TRA CHI TIẾT CÁC BỘ PHẬN CỦA XE TRẢI NHỰA
Chế độ kiểm soát di chuyển bằng thủ công đã được kích hoạt

Nếu 1 trong 2 cảm biến di chuyển bị hỏng, tốc độ máy sẽ bị giảm về 1.5 m/phút. Máy có thể di chuyển đạt đến tốc độ 1/2 của giá trị tối đa bằng cách chuyển máy về chế độ di chuyển cơ (chạy cơ).
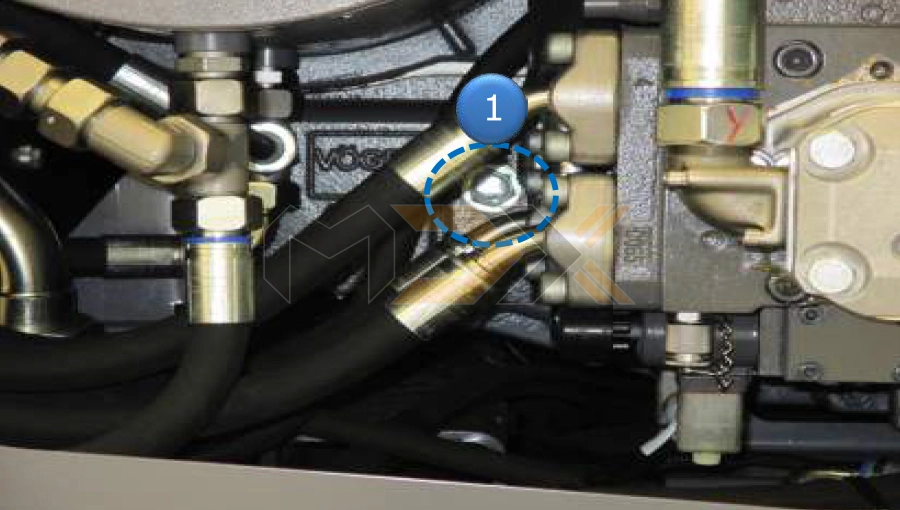
Kích hoạt “bàn đầm ”nổi” bằng thủ công”
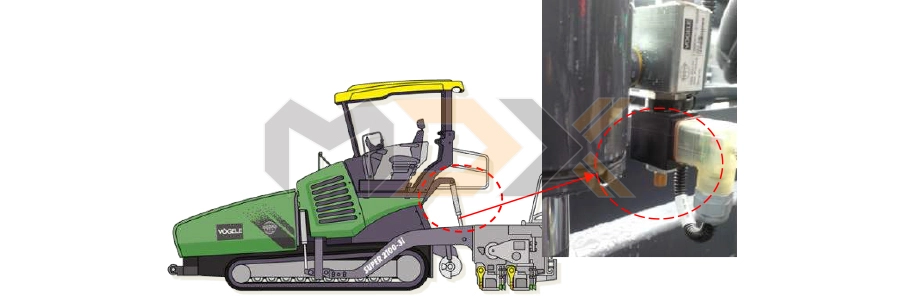
Được lắp dưới van giảm tốc của xi lanh nâng hạ bàn đầm, chức năng kích hoạt thủ công có thể thực hiện tại đây. Trong trường hợp không thể cho bàn đầm “nổi” bằng các lệnh trên bảng chọn, ta có thể xoay ốc bên dưới để chỉnh bằng thủ công.
Đặc biệt khi hạ bàn đầm bằng thủ công, cần đảm bảo rằng không có bất cứ ai / vật gì nằm trong vùng nguy hiểm của bàn đầm.
Hệ thống bôi trơn trung tâm
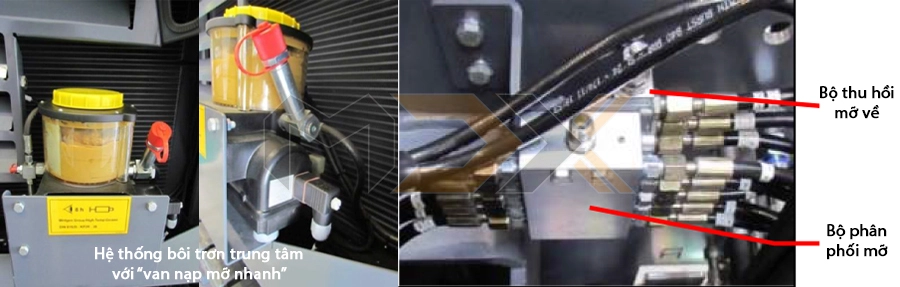
Hệ thống bôi mỡ trung tâm sẽ bôi trơn các bạc đạc của trục dẫn động băng tải và guồng trục xoắn. Hệ thống sẽ tự động kích hoạt tối thiểu mỗi khi máy vận hành chức năng cấp nạp liệu ra bàn đầm, dù là vận hành cơ hay tự động. Khi lắp trục nới rộng cho guồng xoắn, đầu nối cho bạc đạn ngoài này được lắp chờ sẵn ở phía sau thân xe.
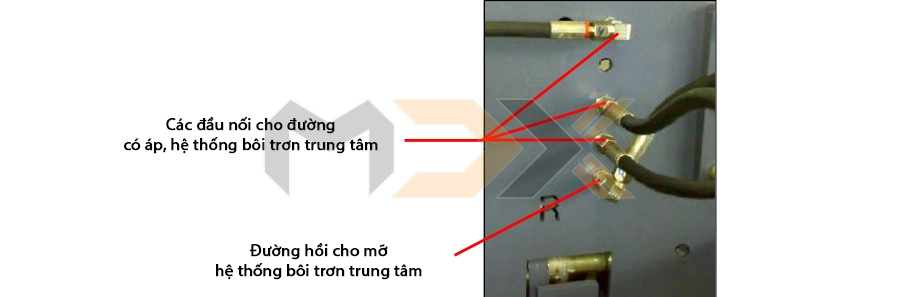
Các đầu nối này không nên bị bịt lại mà phải được lắp vào đường hồi (R). Để xả khí cho bơm mỡ, nạp khoảng 100ml nhớt hộp số, mở đường ống cấp mỡ và cho bơm vận hành cho đến khi hỗn hợp nhớt và mỡ tràn ra mà không có bọt khí. Sau đó nạp mỡ chịu nhiệt độ theo khuyến cáo vào.
Vận hành khẩn cấp các van thủy lực bằng tay
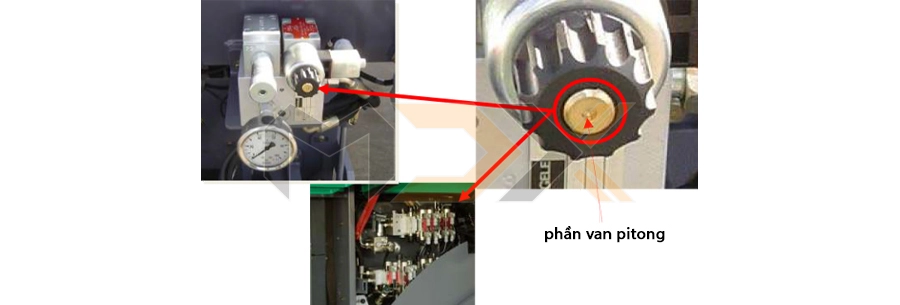
Hầu hết các van thủy lực đều có thể kích hoạt được bằng thao tác tay. Chỉ với dụng cụ thích hợp, phần van pit tông của cụm van có thể kích hoạt và chức năng có thể được thực thi.
Yêu cầu quan trọng: phải tháo các van điện điều khiển. Lưu ý rằng tùy từng chức năng cụ thể, có thể có 2 van cần thiết để kích hoạt 1 chức năn. Chẳng hạn như “Cấp nhớt” và “Hướng”.
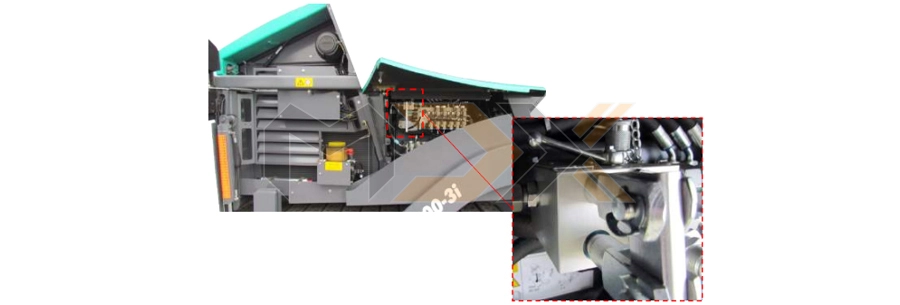
Các cầu chì

Trong Sổ tay vận hành có mô tả tất cả các cầu chì sử dụng trên máy (hướng dẫn về chức năng và giá trị điện hoạt động). Với máy mới thế hệ -3, tất cả cầu chì trừ 3 cầu chì chính được nhắc đến ở trên, tất cả đều được lắp trên PCB (Tủ điện chính). Tùy vào loại máy trải mà PCB có thể được lắp ở dưới sàn điều khiển hoặc dưới ca-pô máy.
Dùng để đề máy
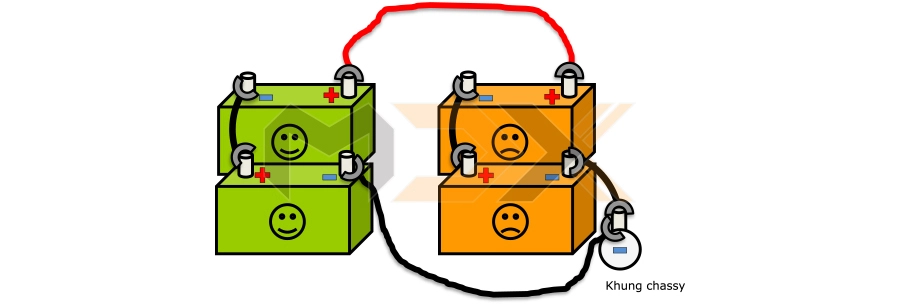
Sau khi kết nối cáp:
- Nổ máy của thiết bị câu/cho.
- Cố gắng nổ máy của thiết bị bị hỏng.
- Sau khi nổ máy thành công, để động cơ chạy 1 lúc.
- Tắt một số tải tiêu thụ điện không cần thiết trên máy như đèn để ngăn hiện tượng quá tải.
Sau đó có thể tắt máy của thiết bị câu/cho (máy cho/nạp). Nếu động cơ của máy bị hỏng cũng bị tắt theo, điều này có nghĩa không đủ điện trong dynamo / bộ chỉnh áp.
Kéo máy
Để xả phanh máy bằng thủ công, chỉnh tay cần và nạp áp bằng tay thông qua bơm tay trên trên máy cho đến khi không bơm được nữa và van giới hạn áp trên cụm bơm đã được xả hoặc áp 50 bar hiển thị tại đồng hồ đo áp. Nới ốc của van cao áp trên bơm chính (4 van) khoảng 3 - 4 vòng. Điều này sẽ cho phép áp thủy lực có thể lưu thông giữa bơm và mô tơ. Máy không thể kéo xa hơn 300m. Tốc độ kéo máy không nên lớn hơn 10 m/phút. Nên sử dụng thanh nối (thanh kéo máy).
Hàn / Cắt bằng plasma
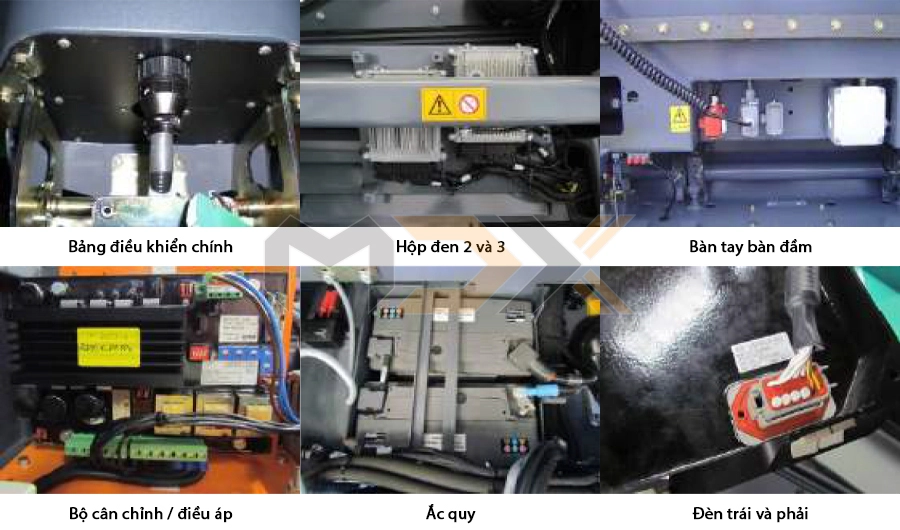

Khi cần phải hàn cho máy trải nhựa, các lưu ý quan trọng sau đây phải được xem xét để ngăn không để các linh kiện điện bị hỏng do quá áp hay áp cao bất thường. Khi tiến hành hàn cắt, cần:
- Ngắt kết nối của taplo điều khiển khỏi nguồn cấp chính.
- Tháo giắc kết nối X1 và X2 khỏi hộp đen C2 và C3.
- Tháo 2 bàn tay điều khiển trên bàn đầm.
- Ngắt bộ điều chỉnh áp.
- Ngắt hệ thống viễn tin WIFMS / Vitos.
- Ngắt các đèn bên trái và bên phải.
- Ngắt bộ chuyển đổi tần số.
- Ngắt D+ của dynamo.
- Tháo kết nối của máy với ECM của động cơ.
- Ngắt dây mác khỏi ắc qui.
- Kết nối dây mác của máy hàn càng gần khu vực làm việc càng tốt (không được nối nó với các linh kiện chuyển động xoay, chẳng hạn: các bạc đạn..).
- Không được đặt cáp hàn song song với đường cáp điện.
Các lưu ý tương tự đối với trường hợp hàn cắt bằng plasma!
Khởi tạo lại biểu đồ làm việc cho động cơ (Chỉ là thông tin - Không có trên màn hình)
| Tình trạng DPF | Chỉ báo / Cảnh báo | Hệ thống phản ứng | Hành động |
| Tải bình thường | Không có gì | 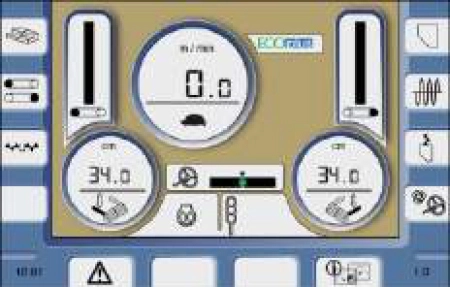 |
Máy có thể vận hành mà không bị cản trở |
| Khởi tạo lại - kích hoạt | Đèn chỉ báo việc khởi tạo lại sáng lên. Biểu tượng này xuất hiện trên màn hình | Nếu được, không nên tắt máy cho đến khi việc khởi tạo lại hoàn tất | |
 |
|||
| Tải thấp | Lỗi DPF |
Lỗi: 4-3251-15.
Lọc DPF cho động cơ phải được khởi tạo lại - mức độ thấp |
Đảm bảo rằng công tắt chặn chức năng khởi tạo lại không bị kích hoạt. Không cần làm gì cả, vẫn cho máy chạy bình thường. Nếu cần, cho máy chạy khởi tạo lại ở trạng thái không phải làm việc. DPF sẽ được nạp đầy lại. |
 |
|||
| Tải cao | Đèn chỉ báo lỗi DPF nháy sáng |
Lõi: 4-3251-16.
Lọc DPF cho động cơ phải được khởi tạo lại - mức độ trung bình |
Đảm bảo rằng công tắt chặn chức năng khởi tạo lại không bị kích hoạt. Không cần làm gì cả, vẫn cho máy chạy bình thường. Cho máy chạy khởi tạo lại ngay khi có thể (không cho máy làm việc). DPF gần đầy. Hiệu suất làm việc của máy sẽ giảm. |
 |
|||
| Tải tới hạn | Đèn chỉ báo lỗi DPF nháy sáng + âm báo vang lên |
Lỗi: 4-3252-0.
Lọc DPF cho động cơ phải được khởi tạo lại - mức độ cao.
Công suất động cơ bị giảm |
Đảm bảo rằng công tắt chặn chức năng khởi tạo lại không bị kích. Cho máy chạy khởi tạo lại (máy không tải) ngay lập tức. DPF đầy sẽ thấy sự suy giảm ngay trong hiệu suất làm việc của máy.
- Ngưng máy ngay khỏi công trình đang hoạt động.
- Chỉ có thể khởi tạo lại máy bằng thủ công. |
 |
|||
| Quá tải | Đèn chỉ báo ngừng động cơ nháy + âm báo vang lên |
Tải DPF quá cao
- Công suất động cơ bị giảm.
- Không thể khởi tạo lại được. |
Tắt động cơ ngay, không chần chừ để đảm bảo an toàn.
Vận hành cố gắng sẽ làm hỏng DPF. Liên hệ dịch vụ để sửa chữa. |
 |
|||
| Đèn chỉ báo khóa chế độ khởi tạo lại sáng lên | Chức năng khởi tạo bị thợ vận hành khóa lại. | Việc khởi tạo lại chỉ bị chặn nếu như nhiệt độ khí thải của động cơ tạo nên sự nguy hiểm. Ngay khi giới hạn tải lớn đạt đến, việc khởi tạo lại phải được thực hiện lại được hoặc động cơ diesel phải tắt. | |
 |
CÔNG TÁC BẢO TRÌ BẢO DƯỠNG TRÊN XE TRẢI NHỰA THẾ HỆ -3
Kiểm tra và nạp đầy nhớt động cơ
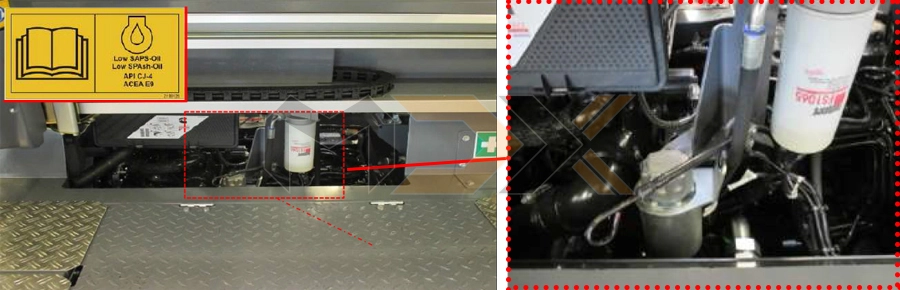
Kiểm tra mực nhớt nên được tiến hành lúc động cơ còn nguội và đã tắt.
- Thông qua que đo [1], mức nhớt phải ở khoảng giữa MIN và MAX.
- Khi cần, mở nắp [2] để nạp thêm nhớt vào theo biểu đồ bảo trì khuyến cáo.
- Lắp que thăm nhớt [1] trở lại và đóng nắp [2].
- Để động cơ diesel chạy trong khoảng thời gian ngắn.
- Kiểm tra lại mực nhớt.
Kiểm tra và nạp đầy nước làm mát

- Mở nắp [1].
- Nạp thêm nước làm mát, nạp qua phễu.
- Đóng nắp [1].
- Để động cơ nổ và nóng đến khi đạt xấp xỉ 95 độ C.
- Tắt động cơ.
- Kiểm tra mực nước làm mát thông qua mắt thăm [2] khi động cơ đã nguội và nạp thêm cho đến khi mực nước đạt được 1/2 mắt thăm [2] nếu cần.
Mức nhớt trên hộp số lai bơm
- Máy trải nhựa cần phải đỗ trên nền đất bằng phẳng.
- Mắt thăm nhớt [1] trên hộp số lai bơm sẽ chỉ báo mực nhớt.
Nạp nhớt vào hộp số lai bơm
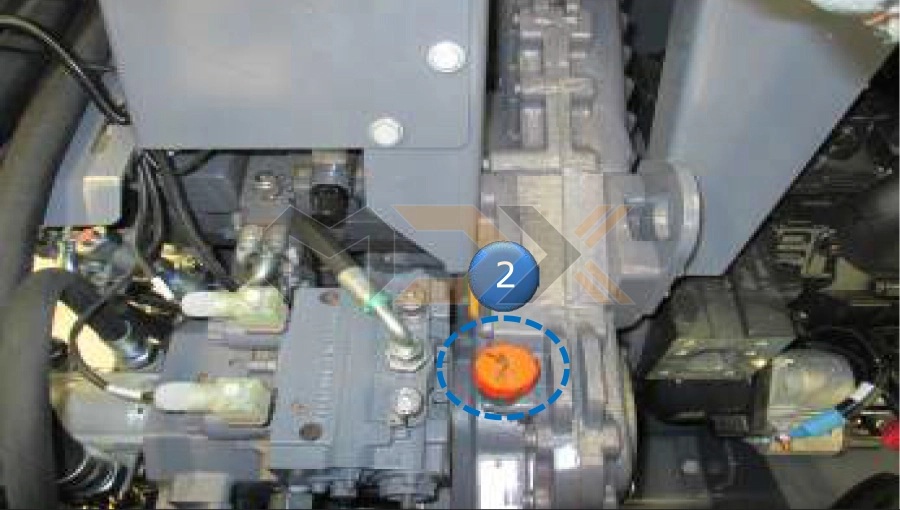
- Tháo nắp [2] trên hộp số lai bơm.
- Nạp nhớt mới theo khuyến cáo của nhà sản xuất vào.
- Kiểm tra lại mực nhớt trên mắt thăm nhớt [1].
- Đóng nắp [2] lại.
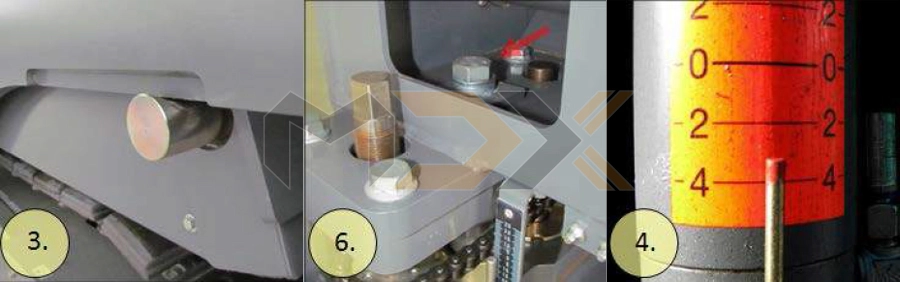
Tăng đơ xích dẫn động di chuyển
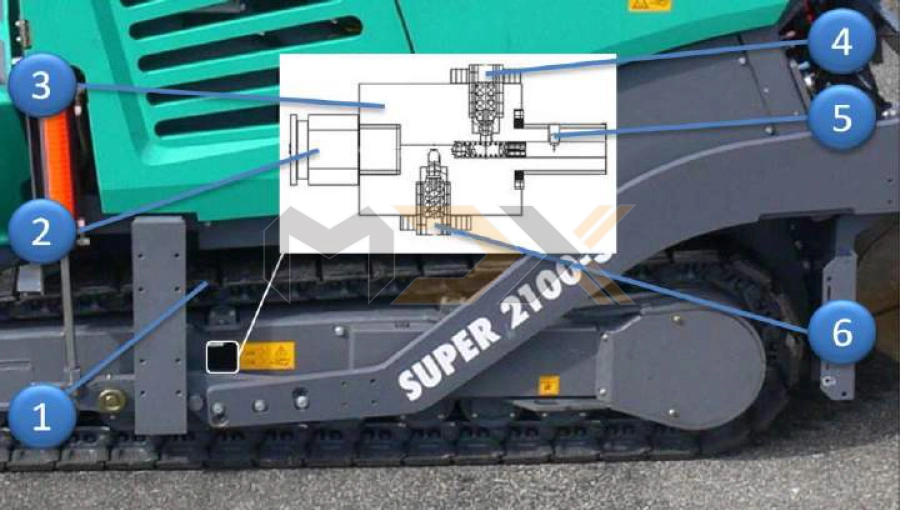
- Xích dẫn động di chuyển [1] phải được tăng đơ đúng mức.
- Van an toàn không cần phải bảo trì.
- Trượt khớp nối của bơm mỡ vào đầu nối [2].
- Bơm mỡ cho đến khi thấy mỡ tràn ra từ đầu ra của khối tăng đơ [4].
- Luôn tăng đơ cho cả 2 xích 2 bên.
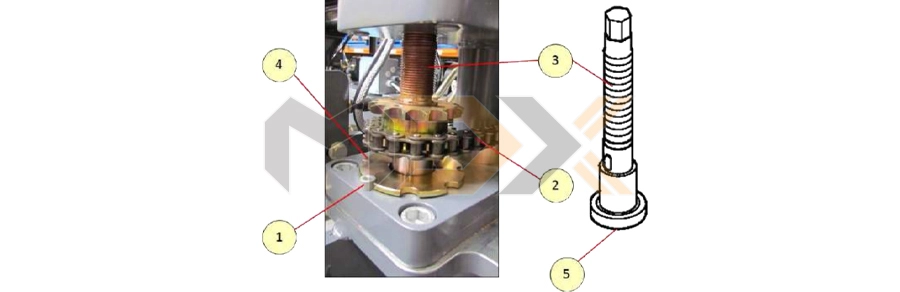
Tăng đơ xích guồng xoắn

- Tăng đơ xích dẫn động guồng xoắn bằng cách chỉnh giá đỡ [1].
- Tháo miếng che [5].
- Kiểm tra bộ tăng đơ xích sau bản che [5].
- Độ chùng của xích không nên vượt quá 5 - 6 mm.
- Nới 4 con ốc [2] trên giá đỡ [1].
- Xả đai ốc hãm [4] để chỉnh đinh ốc [3].
- Chỉnh đinh ốc [3] cho đến khi tăng đơ xích là đạt.
- Siết lại đai ốc hãm sau khi chỉnh tăng đơ xong.
- Siết các đinh ốc [2] để cố định giá đỡ [1].
- Lắp lại và bắt lại các đinh ốc cho bản che [5].
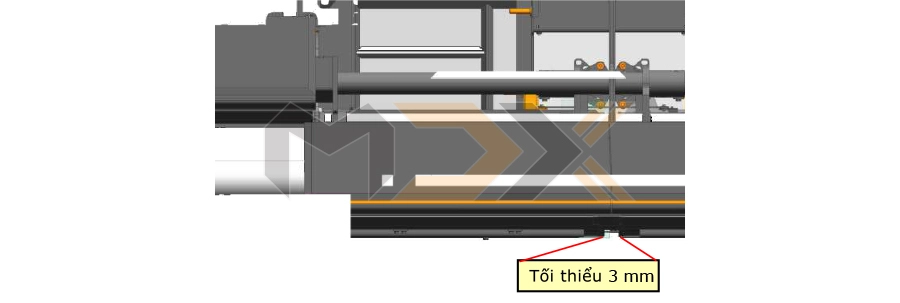
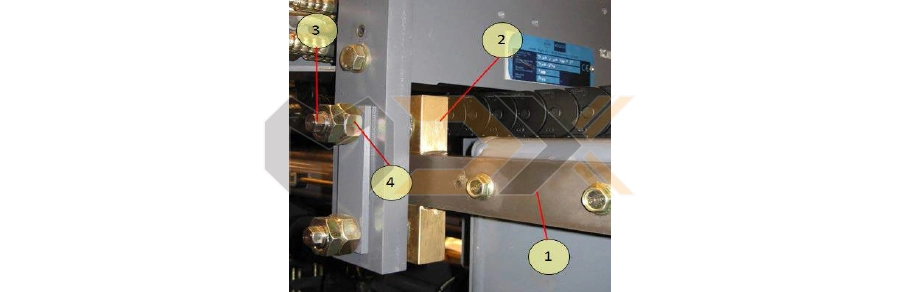
Kiểm tra và tăng đơ xích băng tải

- Xích băng tải [6] chạy giữa 2 tấm sàn bên dưới xe trải.
- Kiểm tra độ chùng của xích băng tải [6] giữa 2 tấm sàn (khoảng cách giữa mép dưới xích băng tải - mép dưới khung xe).
- Xích được xem là có độ căng tốt nhất nếu khoảng hở giữa xích [6] và sàn khung xe [4] đo được là 10 mm.
Tăng đơ xích băng tải:
- Xả khối chặn [2] của ốc điều chỉnh tăng đơ [1].
- Chỉnh ốc tăng đơ [1] cho đến khi đạt được độ căng cần thiết.
- Xoay ốc cùng chiều kim đồng hồ để tăng đơ.
- Xoay ốc ngược chiều kim đồng hồ để xả tăng đơ.
- Việc tăng đơ phải được chỉnh đồng bộ cho cả 2 ốc cân chỉnh.
- Lắp lại khối chặn [2] cho ốc tăng đơ [1].
Tăng đơ xích dẫn động di chuyển cho băng tải
- Xích dẫn động được tăng đơ thông qua việc chỉnh giá đỡ.
- Tháo nắp đậy. Tháo tấm bảo vệ xích [5].
- Lúc này, xích [4] có thể tiếp cận được.
- Kiểm tra lại độ căng của xích. Độ chùng không nên vượt quá 12 mm.
- Nới lỏng 4 ốc lắp cố định bảng che [1], không cần tháo rời.
- Xả ốc hãm [3] của ốc cân chỉnh [2].
- Cân chỉnh ốc [2] cho đến khi đạt được độ căng theo yêu cầu.
- Xoay ốc ngược chiều kim đồng hồ để tăng đơ.
- Xoay ốc cùng chiều kim đồng hồ để xả tăng đơ.
- Siết lại ốc hãm [3] khi xích đã đạt đủ độ căng.
- Siết lại các đinh ốc [1]. Lắp tấm che xích [5] trở lại.
- Lắp lại bảng che.
3. HƯỚNG DẪN KIỂM TRA BẢO DƯỠNG BÀN ĐẦM
Biểu đồ kiểm tra bảo dưỡng bàn đầm AB
Lưu ý các khoảng thời gian theo khuyến cáo để tránh đánh mất quyền được khiếu nại bảo hành thiết bị, đồng thời đảm bảo cho máy luôn ở tình trạng tốt nhất.
| Bộ phận | Công việc bảo trì bảo dưỡng | Mỗi 8h | Mỗi 50h | Mỗi 500h |
| Thành phía trước | Làm sạch | Có | Có | |
| Dải thanh băm | Làm sạch | Có | ||
| Sàn và bậc thang | Làm sạch | Có | ||
| Tấm chắn sau bàn đầm | Làm sạch | Có | Có | |
| Thanh đầm áp lực | Làm sạch | Có | Có | |
| Thanh băm, trục dẫn động | Bôi trơn | Có | ||
| Bộ phận rung | Bơi trơn | Có | ||
| Cụm chống xoắn | Làm sạch, bôi trơn | Có | Có | |
| Vị trí lắp ống dẫn hướng | Làm sạch, bôi trơn | Có | Có | |
| Bộ điều chỉnh chiều cao | Bôi trơn, dầu | Có | ||
| Điều chỉnh mái dốc / mui luyện | Bôi trơn dầu | Có | ||
| Các vị trí nối bằng bu lông | Kiểm tra | Có | ||
| Thanh băm | Kiểm tra | Có |
Bảo dưỡng hàng ngày
Khuyến cáo kiểm tra trước khi thảm (và ngay sau khi thảm):
Vệ sinh:
- Be chắn trước.
- Thanh băm.
- Bàn là.
- Thanh đầm áp lực.
- Tấm chắn trước xích di chuyển.
- Be chắn hông (cần đảm bảo chức năng làm việc của nó)
Kiểm tra chức năng:
- Giắc cắm và đầu cắm.
- Hệ thống sấy bàn đầm.
- Chức năng làm việc / thảm.
- Các thiết bị an toàn (nút dừng khẩn cấp, còi, đèn)
Bảo dưỡng hàng tuần:
Các vị trí trên bàn đầm cần phải kiểm tra mỗi 50h làm việc:
- Bộ chỉnh trải mui luyện.
- Bộ nới rộng - Phần cân chỉnh cao độ
- Các kết nối gá bu lông.
- Rò rỉ trên hệ thống thủy lực.
- Bôi trơn theo khuyến cáo của nhà sản xuất.
Biểu đồ lịch bôi trơn
Lưu ý: Chỉ thay thế nhớt với cấp độ nhớt tương đương. Tuân theo lịch khuyến cáo bôi trơn để tránh bị từ chối bảo hành và để đảm bảo cho máy luôn trong trạng thái tốt.
CÔNG TÁC BẢO TRÌ BẢO DƯỠNG BÀN ĐẦM THẾ HỆ -3
Cao độ thanh băm
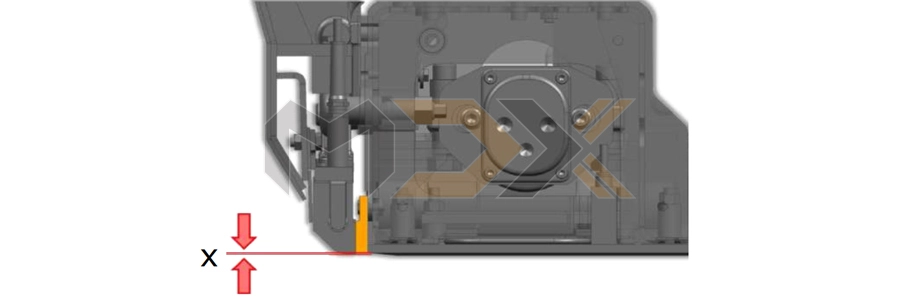
Chiều cao của thanh băm phải được cài theo nguyên tắc, chẳng hạn với hành trình 4mm, thanh băm ở vị trí sâu nhất sẽ cách mép dưới bàn đầm (phần vát) khoảng 1mm. Lưu ý: 2 thanh băm của bàn đầm cơ sở làm việc ngược hướng nhau. Với hành trình 2mm, chúng làm việc lệch nhau 180 độ.
Giá trị “X” =
- Hành trình 2 mm = 0 mm
- Hành trình 4 mm = 1 mm
- Hành trình 7 mm = 2,5 mm
Cân chỉnh cao độ thanh băm
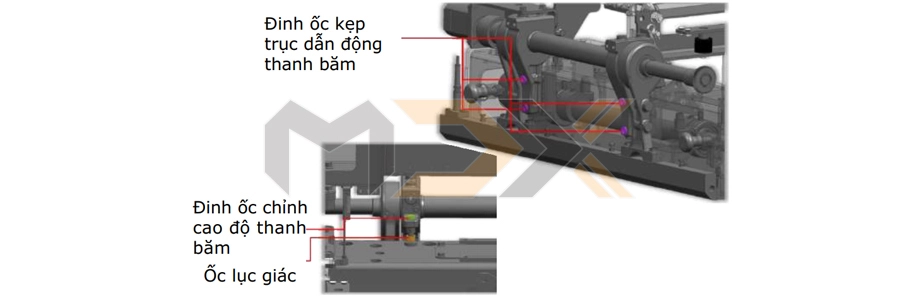
- Nới lỏng các bu lông trên giá đỡ trục dẫn động thanh băm.
- Nới lỏng ốc hãm điều chỉnh cao độ thanh băm.
- Hạ thấp giá đỡ xuống bằng cách xoay bu lông cân chỉnh.
- Đảm bảo thanh băm nằm tại vị trí chết (ở phía dưới).
- Kiểm tra hành trình thanh băm.
- Xoay giá đỡ trục ngược lại sử dụng bu lông cân chỉnh cho đến khi đạt được đến chiều cao yêu cầu.
- Siết bu lông cân chỉnh trên giá đỡ.
- Kiểm tra lại hành trình lần nữa.
Chỉnh hành trình thanh băm
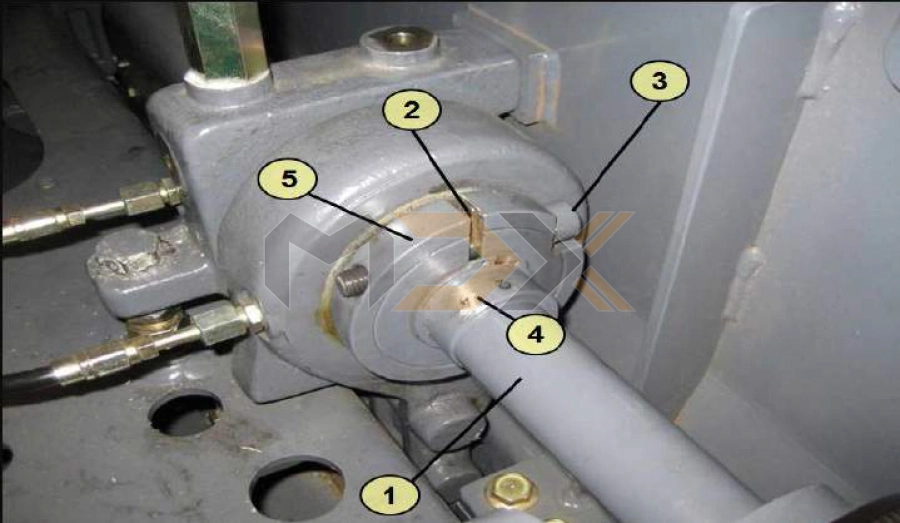
[1] Thanh băm - [2] Khe - [3] Chốt khóa - [4] Hành trình thanh băm (2mm/4mm/7mm) - [5] Đĩa lệch tâm
- Cố định bàn đầm khỏi những chuyển động không mong muốn.
- Đặt bàn đầm xuống bề mặt cứng và phẳng.
- Tháo chìa khóa nổ máy.
- Tháo chốt khóa [3].
- Xoay trục thanh băm [1] về hướng của đĩa lệch tâm [5] cho đến khi phần chỉ báo hành trình thanh băm theo mong muốn [4] lọt giữa khe [1] trên đĩa lệch tâm [5].
- Lắp lại chốt khóa [3].
Lắp đặt thanh chịu mài mòn
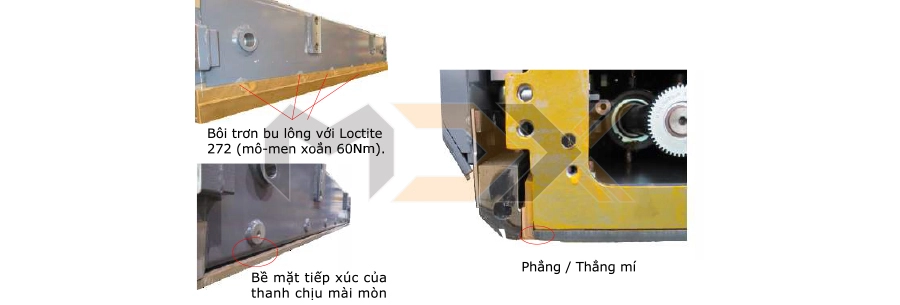
Để đảm bảo thanh băm có bề mặt tiếp xúc đủ lớn trong suốt quá trình vận hành, thanh chịu mài mòn cần được lắp trên khung bàn đầm. Bề mặt tiếp xúc của thanh chịu mài mòn trên khung bàn đầm sẽ bị cào đi sau khi sơn nhằm đạt được độ chính xác về kích thước. Mép dưới của thanh chịu mài mòn phải thẳng mí với tấm bàn là.
Lưu ý: Một mục đích khác của thanh chịu mài mòn là để tránh có khe hở giữa thanh băm và tấm bàn là.
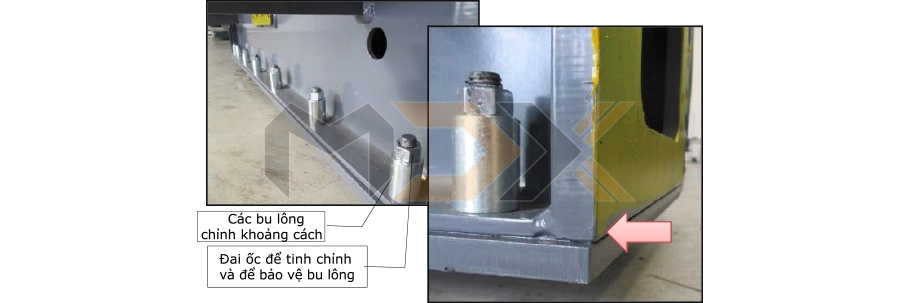
Khoảng cách giữa các tấm bàn là (bàn đầm cơ sở)
Các tấm bàn là trên khung bàn đầm chính phải được lắp với khoảng hở tối thiểu giữa 2 tấm là 5mm. Khoảng hở này là nhằm để phục vụ cho việc thảm mui luyện.
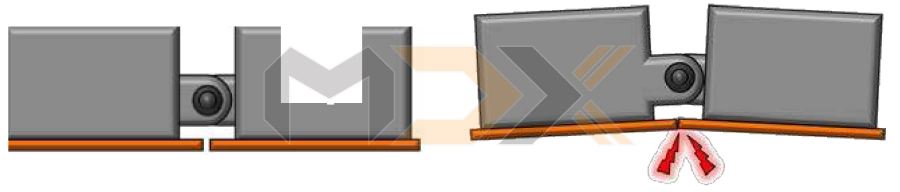
Khớp nối ở giữa 2 tấm bàn đầm là để kết nối 2 phần bàn đầm, khe hở giữa 2 tấm bàn là sẽ nhỏ di khi thảm với góc mui luyện càng lớn.
Lắp tấm bàn là
Khi lắp các tấm bàn là cho phần bàn đầm nới rộng, cần phải cẩn thận đừng để chúng nằm vượt quá mép biên ngoài của phần bàn đầm nới rộng hay bộ nới rộng gá bu lông. Để đảm bảo việc lắp chính xác, phải đảm bảo rằng bên có mép phẳng của bộ bàn đầm nới rộng hay phần nới rộng phải không có khoảng hở.
Các tấm bàn là được lắp vào phần khung bàn đầm sử dụng các bu lông lắp với các trụ đã được hàn trước. Việc sử dụng các đai ốc nhằm bảo đảm cho các liên kết ren đạt đúng mô men xoắn. Đai ốc M12 dùng để giữ lại đinh ốc bắt nối và chúng đều là những phụ tùng dùng 1 lần. Mô men siết cho liên kết ren này là 60Nm.
Điều chỉnh tấm chắn thanh băm
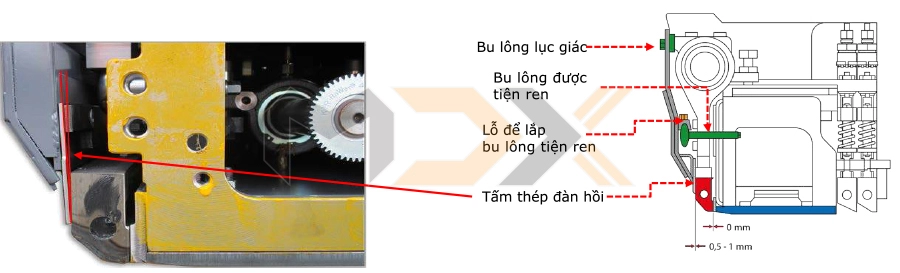
Tấm chắn thanh băm được thiết kế đảm bảo sao cho vật liệu có thể trượt được xuống bên dưới. Tấm thép đàn hồi được lắp để ngăn vật liệu xâm nhập vào khe hở. Nếu khe hở quá lớn, vật liệu có thể xâm nhập vào giữa thanh băm và tấm chắn. Điều này có thể gia tăng thời gian yêu cầu để sấy bàn đầm và có thể ảnh hưởng đến đường dây sấy cho thanh băm và làm nó bị mòn.
Nếu khe hở quá hẹp, thanh băm có thể bị kẹt, chẳng hạn vật liệu sinh ra áp lực nén lên tấm chắn, điều này có thể làm thanh băm gặp vấn đề khi almf việc, thậm chí là bị kẹt. Tấm thép dàn hồi được lắp với góc nghiêng hướng về thanh băm. Góc nghiêng này có thể cân chỉnh được thông qua lỗ trên các bu lông có ren. Lưu ý:
- Tấm chắn thanh băm phải được lắp sao cho tấm thép đàn hồi vừa đủ khít dọc toàn bề rộng thanh băm (khe hở chỉ là 0.5mm).
- Mép sau của thanh băm nên phẳng và khớp với thanh chịu mài mòn dọc toàn bề rộng.
Điều chỉnh tấm chắn thanh băm
Tấm chắn thanh băm có thể chỉnh được thông qua các bu lông và cố định lại bằng các đinh ốc hãm.
1. Nới lỏng các đinh ốc hãm bằng dụng cụ thích hợp.
2. Chỉnh tấm thép đàn hồi thông qua bu lông để nó vừa khít với thanh băm (khe hở chỉ là 0.5mm).
3. Siết lại ốc hãm.
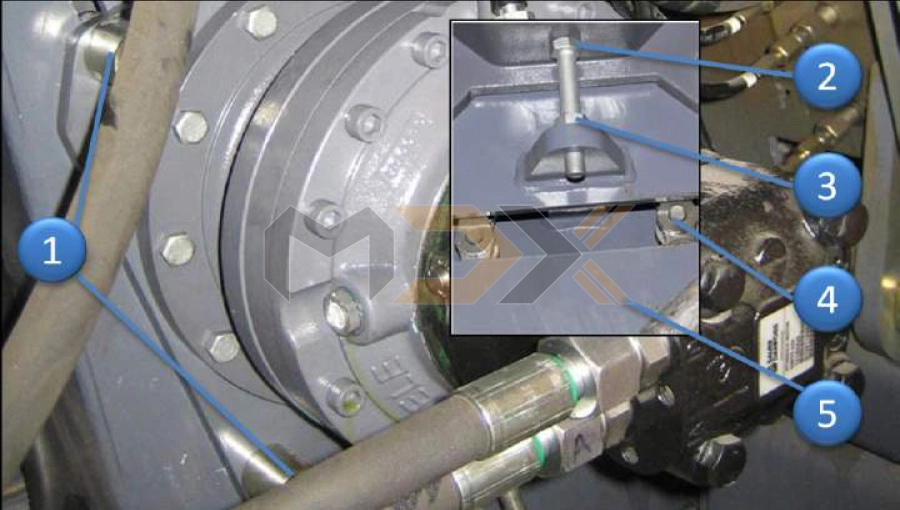
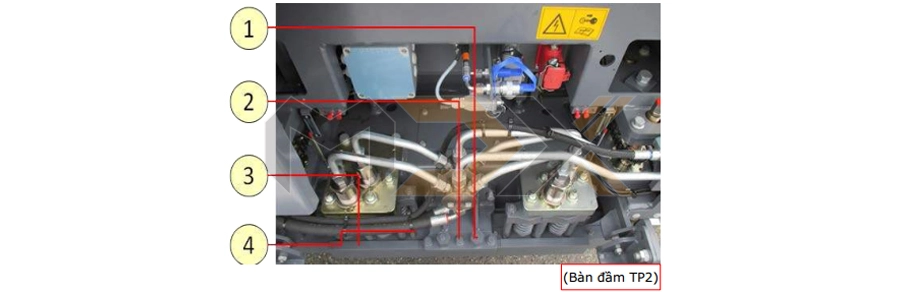
Chỉnh cao độ các thanh đầm áp lực
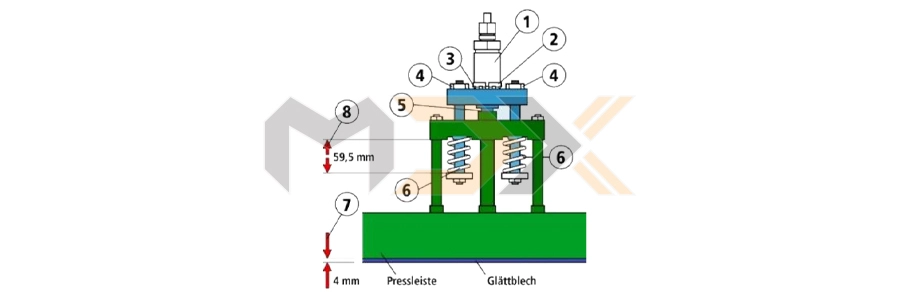
- Nới lỏng các liên kết thủy lực trên xi lanh (1).
- Xả ốc (2) với thiết bị chống xoắn (3) trên xi lanh (1) của thanh đầm áp lực.
- Xoay xi lanh (1) để điều chỉnh chiều cao của thanh đầm áp lực.
- Khoảng hở (7) giữa thanh đầm áp lực và mép dưới tấm bàn là nên là 4mm.
- Đảm bảo rằng xi lanh thủy lực cho cụm thanh đầm áp lực có sự tiếp xúc với khối (5) khi nó duỗi ra hoàn toàn.
- Cài đặt độ căng trước cho lò xo (6) là 5.5mm thông qua các đinh ốc (4), khoảng hở tương ứng (8) là 59.5mm.
- Cố định lại xi lanh (3).
- Siết lại các liên kết của xi lanh (1) với dàn ốc.
Dẫn hướng cho thanh đầm áp lực
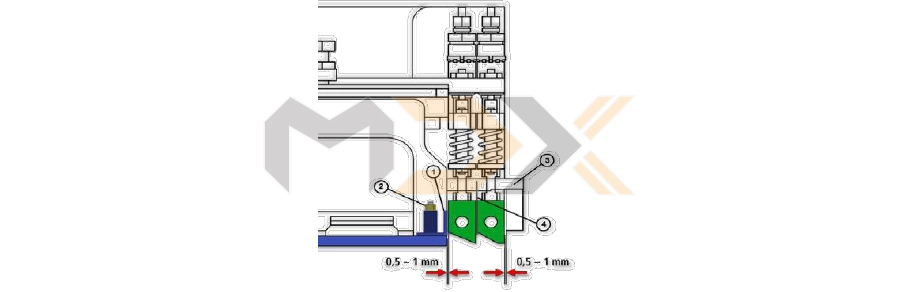
- Khe hở giữa mép sau bàn đầm và thanh đầm áp lực có thể gần với nhau, cài đặt thông qua tấm kim loại (1).
- Khoảng hở giữa chúng nên để giữa 0.5 đến 1mm để ngăn mép sau của bàn đầm khỏi bị va đập vào thanh đầm áp lực.
- Đai ốc (2) trên tấm bàn là phải được nới lỏng để tiến hành cân chỉnh.
- Thanh đầm áp lực phải khít với tấm thép (1).
- Khối dẫn hướng (3) sẽ giới hạn khoảng cách mà thanh đầm có thể dao động (phương ngang). Khoảng cách này có thể cài đặt được thông qua bu lông lệch tâm lắp trên khối dẫn hướng.
- Việc cài đặt cho dải thép đàn hồi (4) là cơ sở cho các cài đặt trước đó.
Vị trí của khối dẫn hướng thanh đầm áp lực

- Kiểm tra khoảng hở giữa khối dẫn hướng thanh đầm [3] và thanh đầm [4] bằng máy đo.
- Trong điều kiện có áp tác dụng, thanh đầm [4] phải có khoảng hở với khối dẫn hướng [3] là 1mm
Điều chỉnh khối dẫn hướng thanh đầm áp lực
- Nới chốt hãm [2].
- Nới ốc khóa trên bu lông lệch tâm [1].
- Chỉnh khe hở thông qua bu lông lệch tâm [1].
- Siết lại ốc khóa trên bu lông.
- Siết lại chốt hãm [2].
Điều chỉnh khối trượt dẫn hướng bàn đầm
- Hạ bàn đầm trên 2 chốt giữ.
- Đưa 2 xi lanh cao độ về đến cùng cao độ.
- Kiểm tra khe hở giữa khối trượt [2] và thanh trượt [1].
- Nới ốc hãm [4] trên bu lông lệch tâm trên [3].
- Chỉ cân chỉnh cho khối trượt trên!
- Sử dụng bu lông lệch tâm [3] để điều chỉnh cho khối trượt [2] và thanh trượt [1].
- Điều chỉnh: “Không có khe hở” và ”Không có áp”
- Với ốc hãm vẫn được nới, thu lại và đẩy ra hoàn toàn bàn đầm để tối ưu cài đặt.
- Cố định lại cài đặt bằng cách siết lại ốc hãm [4].
Cân chỉnh chiều cao của phần bàn đầm nới rộng
- Hạ bàn đầm xuống.
- Mở xích [2] bằng cách tháo mắt nối.
- Xoay bu lông [3] xuống để đảm bảo rằng mép trước [5] vừa khít với bề mặt của khung bàn đầm.
- Nới bu lông lục giác [1] trên mặt đế.
- Siết lại nan hoa [4] thật chặt bằng tay.
- Nới nan hoa [4] góc 45 độ, cho đến khi lỗ để lắp lại bu lông khớp với rãnh trên vành nan hoa.
- Lắp và siết lại bu lông lục giác.
- Luôn cài đặt đồng bộ cho cả 4 bu lông cân chỉnh cho mỗi phần nới rộng.
Cài góc nghiêng bàn đầm cho phần nới rộng

- Khoảng chạy giữa các khối trượt và thanh trượt dẫn hướng bàn đầm phải được hoàn tất kiểm tra hoặc cài đặt lại.
- Vị trí của các bu lông điều chỉnh chiều cao bàn đầm đã được kiểm tra hoặc cân chỉnh lại.
- Nâng bàn đầm và đặt nó xuống 2 chốt giữ bàn đầm.
- Hạ xi lanh cao độ đến hết hành trình.
- Góc mui luyện cài về 0%.
- Nới nhẹ các đinh ốc bắt quanh phần chỉnh cao độ.
- Cài cao độ bàn đầm về “0’.
Cài đặt góc nghiêng bàn đầm cho phần nới rộng
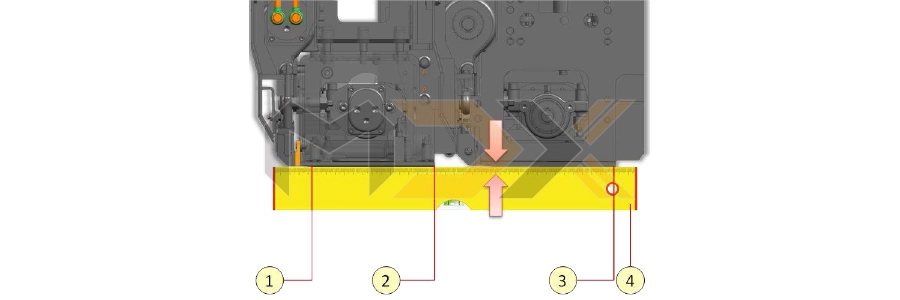
Cài đặt cho mép bên trong:
- Thu toàn bộ bàn đầm.
- Đặt thước [4] dưới tấm bàn là tại vị trí bên ngoài của bu lông chỉnh cao độ bàn đầm.
- Cài đặt cao độ cho bàn đầm cho đến khi thước tiếp xúc với 3 vị trí [1], [2] và [3].
- Cách thanh chịu mài mòn khoảng 30mm, khe hở đo được giữa thước và tấm bàn là đạt 1mm.
- Mở xích bằng cách tháo mắt nối, điều chỉnh cho đến khi đạt đến yêu cầu bằng cách xoay bu lông cân chỉnh.
- Cài đặt bu lông cân chỉnh trước bằng dụng cụ thích hợp.
- Đo lại khoảng hở và lặp lại thao tác khi cần.
Cài đặt cho mép bên ngoài:
- Mở rộng bàn đầm cho đến khi bu lông cân chỉnh được định vị bên dưới khối trượt của hệ thống chống xoắn bàn đầm.
- Đặt thước [4] dưới tấm bàn là tại vị trí bên ngoài của bu lông chỉnh cao độ bàn đầm.
- Cài đặt cao độ cho bàn đầm cho đến khi thước tiếp xúc với 3 vị trí [1], [2] và [3].
- Cách thanh chịu mài mòn khoảng 30mm, khe hở đo được giữa thước và tấm bàn là đạt 1mm.
- Mở xích bằng cách tháo mắt nối, điều chỉnh cho đến khi đạt đến yêu cầu bằng cách xoay bu lông cân chỉnh.
- Cài đặt bu lông cân chỉnh trước bằng dụng cụ thích hợp.
- Đo lại khoảng hở và lặp lại thao tác khi cần.
Tin liên quan
Từ khóa: máy trải nhựa, xe rùa, xe rải nhựa, xe rải bê tông, bảo trì máy trải nhựa, bảo dưỡng xe trải nhựa, bảo dưỡng xe rùa
